

CNC დამუშავების ყოვლისმომცველი შესაძლებლობები
ცხრილი 1:CNC სახვევი მოწყობილობა და ტექნიკური სპეციფიკაციები.
| კატეგორია | დეტალები | ძირითადი სპეციფიკაციები |
| მანქანების ტიპები | CNC დახრილი - საბურღი საწოლის სატრიალებელი ცენტრები: Doosan Puma 5100, Hyundai Wia Lynx 220LSY | სატრიალებელი აღჭურვილობის ჯამური რაოდენობა: 30+ მოწინავე ერთეული |
| მასალების დიაპაზონი | ლითონები: | მასალის სერტიფიკატები: ხელმისაწვდომია სრული მიკვლევადობის ანგარიშები |
| დამუშავების დიაპაზონი | მაქსიმალური ბრუნვის დიამეტრი: 500 მმ | ცოცხალი ხელსაწყოები: შეასრულეთ ფრეზირების, ბურღვის და ხრახნის ოპერაციები ერთ კონფიგურაციაში |
| სიზუსტის ტოლერანტობა | მომრგვალება: ≤ 0.001 მმ | შემოწმების აღჭურვილობა: Zeiss Contura CMM ±(1.5 + L/350) μm სიზუსტით |
| შემდგომი დამუშავება | ზედაპირის მოპირკეთება: | ინდუსტრიის სტანდარტები: ASTM B580 (მოპირკეთება), Boeing BAC 5616 (ანოდირება) |
ინდუსტრიული გამოყენება და შემთხვევების შესწავლა
ცხრილი 2:ტიპიური კომპონენტები და ტექნიკური მიღწევები.
| ინდუსტრია | საერთო კომპონენტები | ტექნიკური მახასიათებლები |
| აერონავტიკა | ტურბინის ლილვები, სადესანტო მექანიზმის ჭანჭიკები აქტუატორის ღეროები, ძრავის სამონტაჟო საკინძები | მასალა: დამუშავებულია Ti - 6Al - 4V-ისგან, განზომილებიანი ტოლერანტობით ± 0.003 მმ ზედაპირის დასრულება: მიღწეულია Ra 0.4 μm კრიტიკულ საკისრ ზედაპირებზე შესაბამისობა: წარმატებით გაიარა FAA-ს დაღლილობისა და სტრესის ტესტირების მოთხოვნები |
| სამედიცინო მოწყობილობები | ორთოპედიული იმპლანტები (ხრახნები, ქინძისთავები) ქირურგიული ინსტრუმენტების სახელურები, კანულები | მასალა: სამედიცინო დანიშნულების ტიტანი (ASTM F136) ბიოშეთავსებადი ზედაპირული დამუშავებით სიზუსტე: ხრახნის დახრილობის ტოლერანტობა ± 0.001 მმ-ის ფარგლებში უსაფრთხო აწყობისთვის სუფთა ოთახის წარმოება: ISO 13485-თან თავსებადი წარმოების გარემო |
| ავტომობილები | გამანაწილებელი ლილვები, ამწე ლილვები ღერძის ლილვები, ტრანსმისიის ლილვები | მასალა: 4140 შენადნობი ფოლადი გამაგრებული და გამაგრებული თერმული დამუშავებით ეფექტურობა: წარმოების ციკლის დროის 30%-ით შემცირება მაღალსიჩქარიანი დატრიალების გამოყენებით მოცულობა: თვეში 10,000+ ლილვის წარმოების შესაძლებლობა |
| ნავთობი და გაზი | ჭაბურღილის ხელსაწყოს კომპონენტები სარქვლის ღეროები, ტუმბოს ლილვები | მასალა: კოროზიისადმი მდგრადი შენადნობები (Inconel, Hastelloy) მახასიათებელი: დამუშავებული ღრმა შიდა ხრახნები L/D თანაფარდობით > 15:1 ტესტირება: წარმატებით ჩააბარა NACE MR0175 სულფიდის სტრესული კოროზიის ტესტირება |
| ელექტრონიკა | ზუსტი შემაერთებელი ქინძისთავები გამაგრილებელი რადიატორის შუასადებები, ლილვები მცირე ზომის ძრავებისთვის | მასალა: ნიკელის მოოქროვილი თითბერი გამტარობისა და გამძლეობისთვის სიზუსტე: დიამეტრის ტოლერანტობა ± 0.002 მმ მჭიდროდ მორგებული აპლიკაციებისთვის ზედაპირის დასრულება: ელექტროპოლირებული Ra 0.8 μm-მდე გაძლიერებული ელექტრული კონტაქტისთვის |
წარმოების პროცესი და ხარისხის უზრუნველყოფა
ჩვენი წარმოების პროცესი შექმნილია ისე, რომ ყველა ეტაპზე შევინარჩუნოთ სიზუსტისა და თანმიმდევრულობის უმაღლესი დონე.

დიზაინის მიმოხილვა და პროცესის დაგეგმვა
ჩვენ ვიწყებთ წარმოების დიზაინის (DFM) საფუძვლიანი ანალიზით, ისეთი მოწინავე პროგრამული უზრუნველყოფის გამოყენებით, როგორიცაა SolidWorks და CAMWorks. ეს გვეხმარება ხელსაწყოების ბილიკების ოპტიმიზაციაში, ყველაზე შესაფერისი მასალების შერჩევასა და ინდივიდუალური სამაგრების დაპროექტებაში, რათა უზრუნველვყოთ ნაწილის უსაფრთხო დაჭერა დამუშავების დროს.
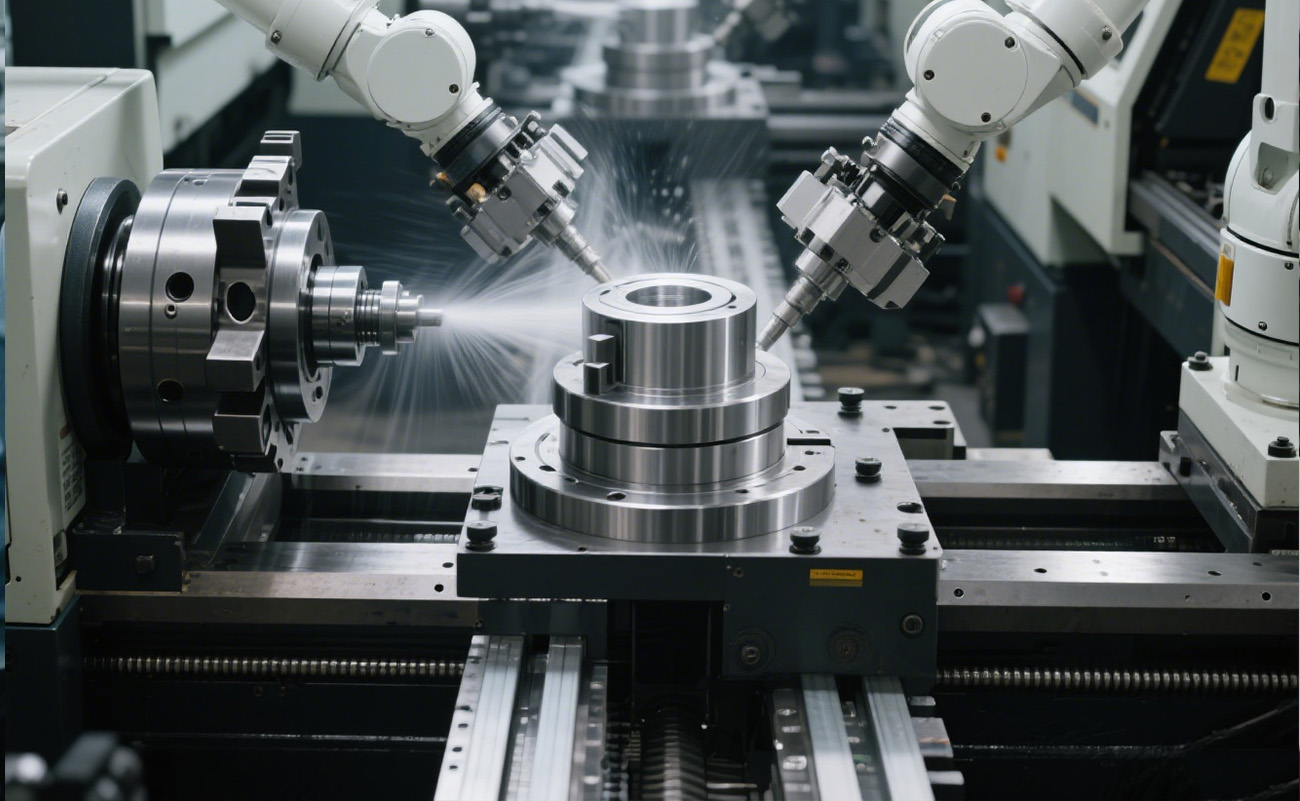
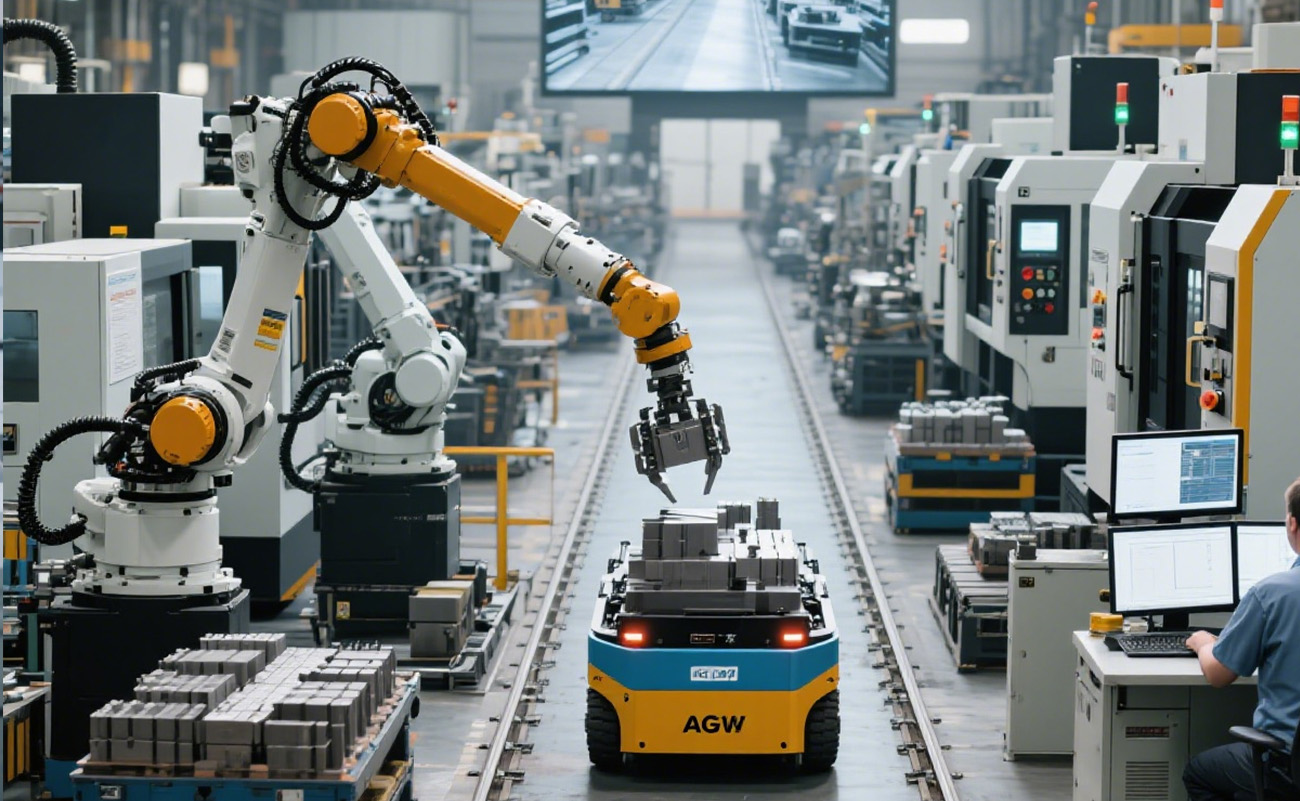
CNC დამუშავება და პროცესის მონიტორინგი
ჩვენი ავტომატიზირებული დამუშავების სისტემები, რომლებიც აღჭურვილია ღეროების მიმწოდებლებითა და რობოტული დამტვირთავებით, იდენტური ნაწილების უწყვეტი წარმოების საშუალებას იძლევა. რენიშოს ციკლური ზონდები გამოიყენება ზომების რეალურ დროში გასაზომად, რაც დაუყოვნებლივი კორექტირების საშუალებას იძლევა. სტატისტიკური პროცესის კონტროლის (SPC) ტექნიკა გამოიყენება დამუშავების ძირითადი პარამეტრების მონიტორინგისთვის, რაც უზრუნველყოფს თანმიმდევრულ ხარისხს მთელი წარმოების განმავლობაში.


საბოლოო შემოწმება და ხარისხის კონტროლი
ყველა კომპონენტი გადის მკაცრ შემოწმების პროცესს. ჩვენ ვიყენებთ Zeiss Contura კოორდინატების საზომ მანქანას (CMM) ყოვლისმომცველი 3D გაზომვების ჩასატარებლად, ყველა კრიტიკული განზომილების მაღალი სიზუსტით გადამოწმებით. ასევე ტარდება 100%-იანი ვიზუალური შემოწმება ზედაპირის დეფექტების, ნაკაწრების და დასრულების ხარისხის შესამოწმებლად. სპეციფიკური შესრულების მოთხოვნების მქონე კომპონენტებისთვის ჩვენ ვატარებთ დამატებით ფუნქციურ ტესტებს, როგორიცაა ბრუნვის მომენტი, სიმტკიცე და დაღლილობის ტესტირება.
ფასები და მიწოდების ვადები
ცხრილი 2:ტიპიური კომპონენტები და ტექნიკური მიღწევები.
| შეკვეთის ტიპი | რაოდენობრივი დიაპაზონი | მიწოდების დრო | ფასების ფაქტორი |
| პროტოტიპების შექმნა | 1 - 30 ერთეული | 3 - 5 სამუშაო დღე | მასალის ღირებულება, სირთულე და დამონტაჟების დრო |
| დაბალი მოცულობა | 30 - 500 ერთეული | 7 - 12 სამუშაო დღე | პარტიის ზომა, ხელსაწყოების მოთხოვნები |
| მასობრივი წარმოება | 500+ ერთეული | 15-30 სამუშაო დღე | წარმოების მოცულობა, მასალების გრძელვადიანი მოძიება |
ISO 9001:2015 სერტიფიცირებული ხარისხის მართვის სისტემა

AS9100D თავსებადია აერონავტიკის კომპონენტებთან

ISO 13485-ის შესაბამისი სამედიცინო მოწყობილობების წარმოება
RoHS/REACH-თან თავსებადი მასალების მოძიება
ფასები და მიწოდების ვადები
მზად ხართ თქვენი პროექტის განსახორციელებლად? დაუკავშირდით ჩვენს გამოცდილ გაყიდვების გუნდს დღესვე.
ელ. ფოსტა:sales@xxyuprecision.com
ტელეფონი:+86 - 755 - 27460192
უბრალოდ დაურთეთ თქვენი 3D მოდელები (STEP/IGES) ან ტექნიკური ნახაზები და ჩვენ 24 საათის განმავლობაში მოგაწვდით დეტალურ შეთავაზებას. მოდით, გაჩვენოთ, თუ რატომ ვართ მსოფლიოს მასშტაბით ბიზნესებისთვის სასურველი CNC სახვევი პარტნიორი.





